8.4. Корректировки норм времени с учетом данных освоения новых видов работ и операций
Освоение норм труда обычно рассматривается в связи с переходом предприятия (производства) на выпуск новых видов продукции. Это не совсем так: многие предприятия систематически разрабатывают и внедряют нормы времени вследствие внедрения новых или модернизации действующих технологических процессов, изменения существующей системы организации трудового процесса и т.д., несмотря на то, что данный вид продукции выпускается уже много лет. В этих условиях длительность освоения лишь косвенно определяется сложностью выпускаемой продукции и зависит в основном от изменений в структуре и содержании элементов выполняемой рабочим работы (операции).
Рассмотрим подробно структуру факторов, определяющих динамику изменения норм штучного времени, а также методы их учета применительно к условиям освоения новых для рабочих операций или выполняемых работ, считая, что технически обоснованные нормы времени разработаны на проектные организационно-технические условия выполнения работ.
Применительно к трудовой операции изменение фактических затрат времени (темпы освоения) зависит:
• от оснащения рабочего места и создания организационных условий выполнения работ, как это предусмотрено проектом;
• от приобретения рабочими определенных навыков в выполнении данного трудового процесса.
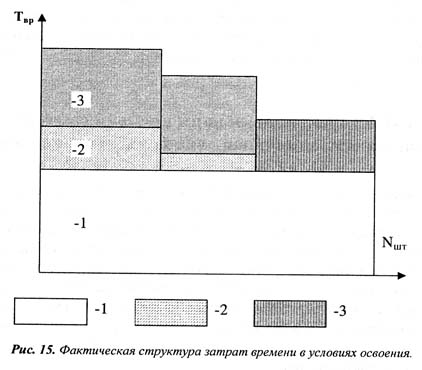
Снижение трудовых затрат в рассматриваемый период зависит от двух взаимосвязанных и взаимозависимых процессов: организационно-технического и трудового освоения (освоения работ рабочими) (рис. 15).
Каждый из указанных процессов следует рассматривать раздельно, так как изменение организационно-технических условий выполнения работ влечет за собой немедленное отклонение величины трудовых затрат. В условиях трудового освоения наблюдается постоянное и непрерывное сокращение затрат рабочего времени.
Организационно-техническое освоение включает осуществление комплекса мероприятий, способствующих достижению проектного уровня трудовых затрат в нормативно - установленные сроки. При отклонениях от предусмотренных проектом условий выполнения работ в каждом конкретном случае на операцию должна быть установлена надбавка к проектной технически обоснованной норме, величина которой зависит от вида отклонений (отсутствие необходимого оборудования, оснастки, инструмента и др.).
При соответствии фактических организационно - технических условий проектным надбавка должна быть отменена. Данная группа факторов освоения достаточно полно учитывается существующими методами нормирования труда.
Трудовое освоение — это выработка у работника определенного динамического стереотипа к выполнению данной работы, когда в результате ее многократного повторения растут специализированные навыки рабочего, отбираются наиболее рациональные методы и приемы ее выполнения, что обеспечивает выполнение работы в оптимальном (проектном) темпе с минимальными физическими и нервными затратами.
В результате сокращается не только вспомогательное, но и основное время выполнения данной операции или работы. Таким образом, освоение работы — это объективный процесс, встречающейся при любых изменениях в характере и структуре выполняемых работ и имеющий психологическую природу. Продолжительность полного трудового освоения колеблется от 6 до 12 мес. в зависимости от сложности и новизны операции. При переходе к новым видам работ затраты времени на изготовление первых деталей возрастают из-за отсутствия навыков выполнения данной работы. В этот период следует заботится прежде всего о качестве освоения, а не о выработке, контролировать только освоение. От «качества» освоения нового вида работ зависит темп и ритм выполнения, использование рабочего времени, выбор наиболее эффективных приемов труда, правильная их очередность и т.д.
Трудовое освоение складывается из следующих этапов: • врабатываемость — продолжительность может колебаться от 1 до 2 мес;
• нарастание специализированных навыков и выработки оптимального метода работы — продолжительность — 2-4 мес;
• полное освоение данного метода работы от 3 до 6 мес. и характеризуется: безупречным качеством выполнения операций, отсутствием у рабочего неудачных и повторных движений, кратковременных остановок для обдумывания дальнейших движений, плавностью движений;
• творческое совершенствование трудового процесса наступает после достижения рабочим уровня затрат труда, предусмотренного проектной нормой. Различие в сроках освоения обусловлено влиянием двух факторов: уровнем предварительной подготовки рабочего и его индивидуальными особенностями. Если принять общую величину снижения затрат штучного времени за 100%, то она на 50-70% будет зависеть от факторов трудового освоения.
Освоение новой операции — это процесс выработки рационального метода труда, при котором затраты времени на выполнение операции при многократном ее повторении постоянно снижаются.
Модель первого метода труда, соответствующего заложенному в проектной норме времени по каждой новой операции, может быть построена на основе использования микроэлементного анализа. Трудовое освоение позволяет рабочему достичь уровня трудовых затрат, заложенного в этой модели в результате формирования у рабочего устойчивого динамического стереотипа к данной работе при сохранении индивидуальности реального метода труда.
Всякая операция (работа) состоит из трудовых движений и приемов труда, взятых в различном сочетании и последовательности выполнения. Каждый исполнитель выполняет их с разной скоростью (темпом) и неодинаковой эффективностью. Следовательно, время выполнения трудового приема зависит от скорости (темпа) работы и эффективности метода труда. Чем быстрее выполняется трудовой прием при соответствующем методе труда, тем меньше времени на него требуется, и наоборот. Высокая скорость (темп) рабочего, но недостаточная эффективность метода труда не гарантирует минимальное время. Только органическое сочетание скорости (темпа) с рациональностью метода позволяет объективно оценить эффективность трудовых движений рабочего и уровень их освоения — эти показатели устанавливаются при хронометражных наблюдениях через коэффициент эффективности трудовых движений (Кэф), который может определяться инженерами-организаторами визуально или с помощью киносъемки.
Работа в темпе, предусмотренном нормативами, не вызывает патологических изменений в организме рабочего, так как степень его уточнения не выходит за допустимые пределы. Такая работа свидетельствует, что рабочий полностью освоил данную операцию.
Изучение динамики изменения затрат времени по данным хронометражных наблюдений позволяет получить кривые снижения трудовых затрат в зависимости от количества изделий, изготовленных с начала производства, и определить числовые значения параметров формул освоения для отдельных видов работ (рис. 16).
Как видно (см. рис. 16), фактические затраты времени неуклонно сокращаются, приближаясь к величине проектной нормы, установленной для условий основного производства. Период, в течение которого достигается этот уровень, является периодом освоения.
Сокращение затрат рабочего времени происходит в дальнейшем, но идет оно при значительно меньших темпах.
Процесс освоения характеризуется степенной зависимостью, поэтому расчет производится по формуле:
Значения величин Aw а рассчитывается на основе математических методов, когда определяют зависимость затрат штучного времени от порядкового номера детали с начала производства.
Наилучшим образом тенденцию изменения трудовых затрат характеризует многофакторная динамическая модель следующего вида где: ей — показатель степени, характеризующий интенсивность влияния i-го показателя на темпы снижения трудовых затрат; х, — факторы снижения трудовых затрат.
При определении исходной базы (Тшт) необходимо отсчет вести с начала серийного производства изделия (узла) и стремиться, чтобы первоначальный уровень трудовых затрат на новой операции не превышал достигнутого уровня по уже освоенной операции.
Авторы, рассматривая влияние освоения на темпы снижения фактических затрат времени, исходят из того, что основным показателем, от которого зависит степень освоения, является количество деталей, произведенных с момента запуска нового изделия в серийное производство. Считается, что для условий массового производства этот показатель является необходимым и достаточным.
Если показатель степени при организационно-техническом освоении зависит от типа производства, новизны изделия, уровня подготовки и организации выпуска новой продукции, то при трудовом освоении этот показатель зависит от вида новизны и сложности выполняемой работы, удельного веса ручных приемов в составе операции, а также квалификации и профессионального мастерства работника, и в зависимости от указанных факторов этот показатель степени обычно колеблется от 0.15 до 0.33.
Применение экономико-статистических методов обработки информации позволяет получить численные значения показателей освоения и использования их на практике. При моделировании процесса освоения, наряду с факторами, имеющими количественное значение, должны быть учтены в виде специального поправочного коэффициента факторы, отражающие параметры исполнителей и др. (табл. 28).
Таблица 28 Макет группировочной таблицы
Рабочие |
Г |
эуппа оборудования |
Значе ния «К» |
Разряд |
Стаж работы |
Возраст рабочего |
Токарные станки |
Кузнечно-прессовое оборудование |
Станки для электроэрозионной обработки |
Задача сводится к нахождению формулы, выражающей количественную связь между функцией (затратами времени) и аргументом (векторами) влияния. Для ее решения могут быть использованы корреляционно-регрессионный анализ и графоаналитический метод.
Динамика процесса освоения проектных норм времени зависит от:
• типа производства;
• количества продукции, выпущенной с начала производства;
• вида работ (станочные, кузнечные, сборочные и т.д.);
• сложности работ;
• степени новизны осваиваемых операций, видов работ и деталей (узлов, изделий) в трудовом и технологическом отношении;
• уровня механизации труда;
• длительности операции;
• квалификации работника и его психофизиологических возможностей. Для упрощения расчетов отдельные факторы не вводятся в модель, а
учитываются путем группировки исходных данных и по эти фактам. Так, все результаты обследования группируются сначала по продолжительности операции, затем операции каждой из полученных групп распределяются на подгруппы, в зависимости от сложности работ и удельного веса машинного времени. По каждой подгруппе производится расчет уравнений.
В качестве исходных данных при определении значений отборочных факторов могут быть использованы:
• статистические данные учета производства (выполнение сменных заданий, данные о выработке продукции за смену, сутки, декаду и т.д.);
• данные о нормативах труда и их выполнении за анализируемый период;
• результаты непосредственных замеров затрат рабочего времени (хронометраж, фотография).
При создании нормативов для учета особенностей процесса освоения производства при проведении хронометражных наблюдений необходимо учитывать:
• размеры партии деталей, периодичность их повторения;
• число деталей, изготовленных с начала производства к моменту проведения хронометража;
• сложность и новизну операции для рабочего.
Учитывая гиперболический характер снижения трудовых затрат при проведении хронометража, должны фиксироваться структура операции и затраты времени применительно к определенной детали, партии. Выбор этих деталей в условиях массового и крупносерийного производства может быть осуществлен на основе данных, приведенных в табл. 29.
Таблица 29 Определение числа и очередности хронометражных наблюдений в условиях освоения
Продолжительность операции, мин |
Номера деталей с начала производства |
1-30 |
30-100 |
100-10001 Свыше 1000 |
Номера деталей, охваченных хронометражем |
До 5 |
1-10 20-30 |
50-60 90-100 |
140-150, 190-200 290-300. 480-500 680-700, 980-1000 |
|
5-20 |
28-30 |
95-100 |
640-650, 850-860 990-1000 |
|
Свыше 20 |
1-10 15-17 23-25 |
37-40 50-52 58-70 83-85 98-100 |
Тоже |
1-3 хронометражных замеров в каждой тысяче (первые детали) |
При серийном выпуске изделий, когда детали обрабатываются отдельными партиями со значительными интервалами в их обработке, наблюдение необходимо проводить за каждой партией деталей, делая замеры вначале, середине и конце обработки партии с тем, чтобы определить темпы снижения трудоемкости по мере освоения как внутри самой парии, так и в сопоставлении динамики затрат от партии к партии, целью результаты наблюдений должны систематизироваться в специальных картах.
При проведении хронометражных наблюдений следует особо фиксировать все изменения в организации и обслуживании рабочих мест, режимах работы оборудования, структуре производственных операций.
Определив с помощью экономико-математических методов зависимость величины затрат от отобранных факторов (главным образом это количество (порядковый номер) деталей, произведенных с момента начала производства), приступают к установлению сроков действия и величины поправочных коэффициентов, которыми необходимо пользоваться для обоснования временных норм, вводимых дополнительно к проектным нормам штучного времени на период освоения.
При решении вопроса о сроках действия корректирующих коэффициентов исходят из того, что фактические затраты в период освоения изменяются непрерывно, норма же на какой-то период времени должна оставаться неизменной. Исходя из требования равной напряженности, величина отклонений норм от фактических затрат не должна превышать заданного предела. Другими словами, величина невыполнения или перевыполнения норм не должна превышать установленных предельных значений.
За величину предела отклонений норм от фактических затрат принимают следующие значения: для массового и крупносерийного производства — + 10%, для серийного — + 15%; для мелкосерийного — +20%.
На первых этапах освоения, характеризующихся высокой интенсивностью снижения затрат труда (35-40%), использование в качестве критерия установления срока действия корректирующих проектную норму коэффициентов вышерассмотренных показателей привело бы к частому пересмотру норм. Это, в свою очередь, усложнило бы работу нормировщиков и создало чувство неуверенности у рабочих. С этих позиций становится вполне оправданным некоторое расширение границ отклонений проектных норм от фактических затрат.
Значение, корректирующее проектную норму штучного времени коэффициента на интервал изделия (для крупносерийного и массового производства) или на их партию (для серийного производства), определяют делением площади, ограниченной сверху функцией, снизу — основанием абсцисс, а по бокам — соответствующие величине партии или интервала ординатами по формуле:
Используя данную формулу, можно определить (Кас) для любого размера партии и на любой период освоения. Его значение будет показывать, во сколько раз время выполнения операции на данном этапе освоения превышает затраты времени, предусмотренные проектной нормой.
Поскольку величина количества обрабатываемых изделий (размера партии) ведет к снижению трудоемкости, на практике всегда стремятся его увеличить, хотя характер зависимости снижения трудовых затрат от увеличения числа обрабатываемых изделий для различных видов работ еще мало изучен.
Кроме того, имеющиеся данные указывают, что увеличение размера партии лишь до определенных пределов снижает затраты труда. Когда граница этого предела достигнута (полное освоение), то даже значительное увеличение количества деталей в партии снижает трудоемкость на очень малую величину, если не произведены какие-либо изменения в технике, технологии и организации труда. Для различных видов работ этот предел не одинаков. Таким образом, соблюдение требования нормирования труда о том, чтобы разрабатываемые нормы времени и применяемые для этого нормативные материалы соответствовали типу производства, во многом зависит от того, насколько объективно учтены в нормах особенности формирования трудовых затрат по мере увеличения количества произведенных единиц продукции.
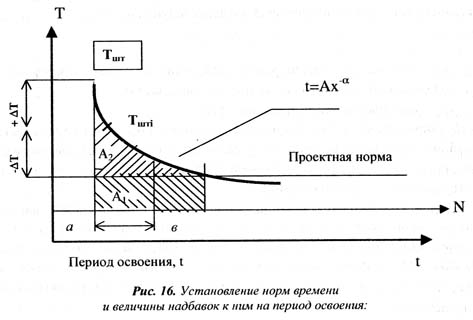
Итак, корректировка норм труда в процессе освоения должна идти двумя путями. В условиях серийного, крупносерийного и массового производства нормы освоения необходимо разрабатывать для определенных интервалов, в которых эти нормы остаются неизменными, хотя фактические затраты имеют отклонение (+, -) от этих норм. Рассчитывая норму штучного времени на каждый интервал, необходимо учитывать, что отклонение от кривой освоения в ту или иную сторону взаимно уравновешивается. Это требование выполняется при расчете корректирующего коэффициента «К» по вышерас-смотренной формуле. Рис. 17 графически иллюстрирует эту зависимость.
В условиях мелкосерийного производства процесс освоения работы охватывает период обработки только одной партии и, как правило, полностью не заканчивается. Для учета дополнительных затрат времени на освоение здесь необходимо знать те же исходные данные, что и для вышеописанных условий. Разница лишь в том, что штучное время в мелкосерийном производстве должно устанавливаться не ступенчато, а на основе средних значений времени. С этой целью для всех серий, которые меньше числа, соответствующему освоению, необходимо вычислить затраты времени для каждой единицы продукции данной серии th просуммировать их и найти среднее арифметическое.
Полученные таким образом средние затраты рабочего времени должны быть положены в основу штучного времени для всей серии продукции.
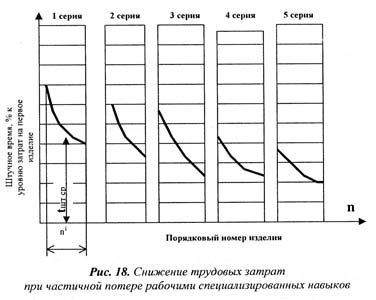
Вследствие частичной потери работниками специализированных навыков по выполнению данной операции кривая снижения затрат рабочего времени будет иметь вид, показанный на рис. 18. Величина повышения затрат рабочего времени при каждом последующем выполнении работы будет завесить от длительности перерыва, сложности операции и удельного веса в ее структуре машинного и ручного времени.
Для серийного, крупносерийного и массового производства, норма штучного времени с учетом корректировки на освоение будет иметь вид.
Усиление требований к качеству обоснования норм требует, чтобы поправочные коэффициенты на освоение устанавливались применительно к тем элементам нормы штучного времени, которые испытывают воздействие факторов освоения.
В условиях крупносерийного и массового производства величина машинного времени зависит от факторов освоения, то есть режимы резания по мере освоения не изменяются. Таким образом, корректировка норм в данном случае должна производиться по формуле:
В индивидуальном и серийном производстве рабочий при обработке первых деталей иногда вынужден подбирать режимы обработки сам. В данном случае величина штучного времени для i-ro этапа освоения может быть рассчитана следующим образом
Для определения норм затрат труда при освоении разработаны «Временные отраслевые нормативы для нормирования» труда в период освоения производства. Основные факторы, которые учитывались при разработке нормативов, приведены в таблице 31.
Таблица 31 Факторы, учитываемые при разработке нормативов
А. Массовое и крупносерийное производство
Группа |
Характе- |
Характер |
Способ достижения |
Число технологи- |
сложности |
ристика сложности |
обработки |
установленных параметров |
ческих переходов и операций |
1 |
Простая |
Черновая |
Инструментом, ус- |
До 10 |
| |
|
|
тановленным |
|
2 |
Несложная |
Черновая |
на размер Установленном |
Свыше 10 |
| |
|
|
на размер |
|
| |
|
Чистовая |
Конструктивными |
До 10 |
| |
|
|
размерами режу- |
|
| |
|
|
шего инструмента |
|
3 |
Средней |
Чистовая |
|
Свыше 10 |
| |
сложности |
|
|
|
| |
|
Чистовая по 4-5 |
Работа по лимиту |
ДоЗ |
| |
|
классу точности |
Работа по лимиту |
3-10 |
4 |
Сложная |
То же, по 2 классу точности, чистовая |
Тоже |
ДоЗ |
| |
|
по 4-5 классу |
Тоже |
Свыше 10 |
5 |
Особо |
То же, по 2-3 клас- |
Тоже |
Свыше 3 |
| |
сложная |
су точности |
|
|
Б. Серийное производство
Группа сложности |
Характеристика сложности |
Степень самостоятельности настойки оборудования на размер |
Класс точности |
Класс чистоты обработки |
Количество переходов в операции |
1
2
3 |
Простая
Средней сложности Сложная |
Настройку производит наладчик Размер достигается установкой инструмента по месту
Размер достигается с помощью ручной подачи инструмента |
5-9
3-4
1-2 |
2-3 4-5
6-8 |
До 3 4-10
Свыше 10 |
По удельному весу машинно-ручного времени в оперативном |
Продолжительность операций |
Номер группы |
Характеристика групп |
Номер группы |
Продолжительность, операции, мин. |
1
2
3 4 |
Операции с удельным весом машинно-ручного времени до 35% Операции с удельным весом машинно-ручного времени от 35 до 65% Операции с удельным весом машинного времени до 35% Операции с удельным весом машинно-ручного времени более 35% Операции с удельным весом машинного времени от 35 до 65% Операции с удельным весом машинного времени более 65% |
1
2
3 4 5 |
До 1.0 От 1.0 до 4.0
От 4.0 до 10.0 От 10.0 до 30.0 Более 30.0 |
Общий вид макетов нормативных материалов, содержащих справочные коэффициенты на освоение, представлены в таблице 32.
Таблица 32 Макеты нормативных материалов А. Массовое и крупносерийное производство
Б. Серийное производство
Операции с удельным весом машинно-ручного времени |
Оперативное время, мин. |
Номер партии с начала производства |
Размер обрабатываемых партий |
Группы сложности работ |
простые |сложные |особо сложные |
Рассмотрим нормирование труда в условиях освоения поточного производства. Поточное производство в настоящее время — основная форма массового выпуска продукции. В период освоения программа выпуска продукции подвержена значительным изменениям, а следовательно, и такт поточной линии часто меняется. Технологическая синхронизация проводится на стадии подготовки производства в расчете на проектную программу выпуска, ее проведение для периода освоения связано с большими затратами и поэтому экономически не выгодно.
Поддержание загрузки рабочих на оптимальном уровне в условиях освоения можно осуществить за счет организационной синхронизации. Организация многостаночных рабочих мест должна осуществляться применительно к этапам освоения с учетом длительности периода освоения, изменения производственной программы и достижения рабочими трудового освоения в выполнении каждой операции. Эту работу необходимо выполнять в таком же порядке и той же последовательности, как и для освоенного производства.
В связи с тем, что разработка организационной синхронизации поточных линий весьма трудоемка, а программа выпуска изделий и, следовательно, такт поточной линии в период освоения непрерывно изменяются, срок этапов, на которые разбивается весь период освоения, следует выделить отличающиеся значительным изменением программы выпуска изделий. В целях внедрения технически обоснованных нормозатрат труда на протяжении всего периода освоения необходимо установить зависимость между тактом поточной линии и программой выпуска изделий, которая выражается формулой.
На основе найденных зависимостей определяются поправочные коэффициенты к нормам на период освоения. Поправочный коэффициент к технически обоснованной (проектной) норме на конец i-ro этапа периода освоения определяется по формуле:
Время, выражающее величину надбавки к проектной норме освоенного производства по данному многостаночному рабочему месту на конец /-го такта (интервал) периода освоения, равно:
Несмотря на то, что такт поточной линии в период освоения непрерывно меняется, нормы на како-то период остаются неизменными. Поэтому этап освоения расчленяется на интервалы, для каждого из которых устанавливается своя норма времени.
Величина действующей на данном этапе интервала (а,в) нормы определяется делением заштрихованной площади на размер интервала. Интегрированием находится математическая формула для расчета действующей нормы времени
Время, выражающее величину надбавки (доплаты) к норме освоенного производства по каждому рабочему месту для данного интервала, определяется по формуле Д = (К- 1) х т„р и может состоять из двух деталей, учитывающих отклонения от запроектированных оргтехусловий и отклонении в связи с освоением работы.
Рассмотренная система установления норм в период освоения учитывает закономерность изменения трудовых затрат, обеспечивает необходимую напряженность норм, дает возможность с помощью поправочных коэффициентов планировать величину трудовых затрат на весь период освоения, способствует достижению высоких темпов снижения трудоемкости и освоения изделий.
Отметим единство всех авторов в ориентации на аналитически-расчетный метод нормирования труда в период освоения. При этом преобладает изучение освоения операций в целом, без рассмотрения ее в разрезе микроэлементов. Определение норм труда и корректирующих коэффициентов на освоение идет двумя путями:
1) по числу обрабатываемых изделий (деталей) — для организационно-технического освоения;
2) по периоду времени с начала освоения новых видов продукции — для трудового освоения.
|